Jaeger-LeCoultre CAL. 19" - 201

Repivoting is the art of replacing a broken pivot with a new one in such a way that nobody knows it has been done... especially the watch itself.
Pivots are the small ends of wheel shafts, or "Arbors" as we Watchmakers call them. They rest and rotate in bearings,sometimes jeweled, sometimes not. Either way they support the load and thrust of most wheel bearing surfaces in watches. Sometimes, by a violent shock or a careless act ( the watch sees them as the same ) they get broken. When a replacement is not available a repair of the original broken part is called for. These photos, in short, show the steps in that process. I have not included the preparation work such as measuring, making drawings, forming the cutters and drills. There is more to it then what is shown here but I think you can get an idea what kind of fun I can have in the area that is the size of an Eye of a Needle


This project is a Jaeger LeCoultre CAL 19"-201 movement with a broken center wheel pivot. The wheel is the first in the wheel train after the 8 day Barrel which is the power source of the watch. The long pivot on the movement plate side of the watch was broken. It has a dial train component called the minute wheel press fitted onto it. Without a new pivot the watch can still run, but, the hands won't move nor can the time be correctly set.
Funny how such a little thing can screw up the whole machine isn't it ?
Click the pictures to see them bigger


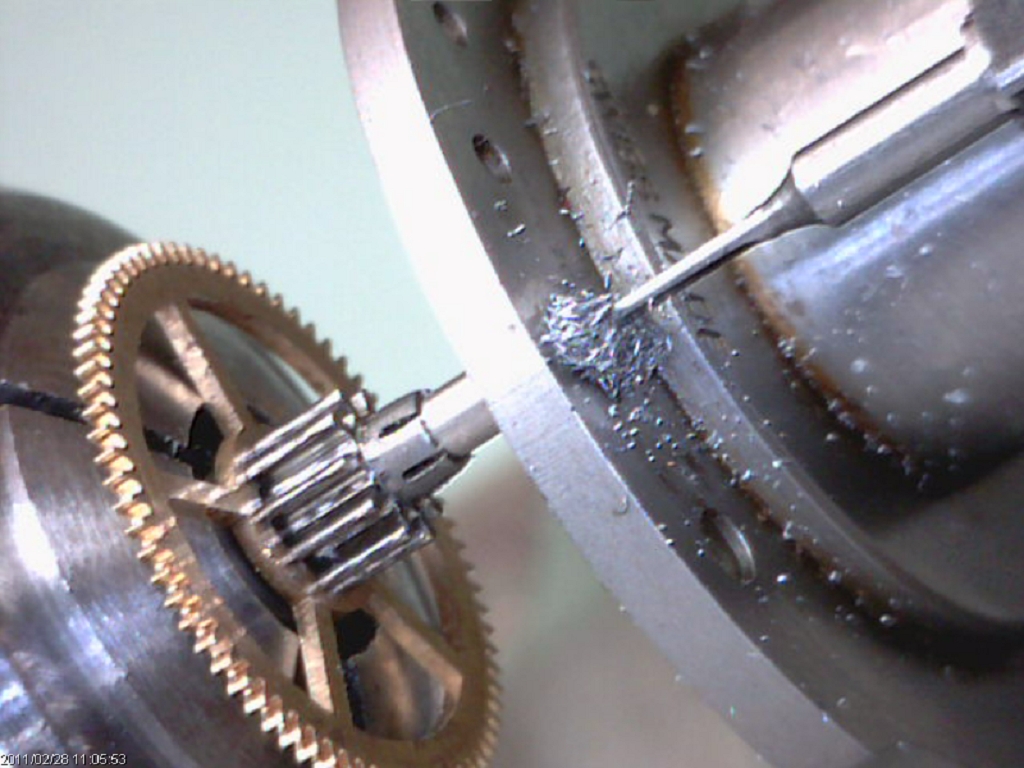
The unusual design of the wheel made it a difficult piece to clamp while drilling. Tightening too hard on the pinion would damage it but a soft fit would be of little use. Supporting it in a Lantern on the outer end was helpful in stabilizing the piece and keeping it running true while drilling.
Over all it was held very lightly and would need to be drilled slow and with very little pressure. I made the drill just prior to starting the project and it worked excellent and needed almost no pressure to cut a smooth hole... It cut like it was going through spring steel instead of pinion wire ( a welcomed occurrence ). In hind sight it makes since that it would be made of a slightly softer metal to pair with the hard steel sleeve type components of the wheel. Soft metals brought to bare against a hard metal as a bearing tend to wear for a long time. But, soft metals twist easy which may have caused the failure in this piece. When it was starved of lubricant after years of not being serviced it may have just twisted off one day while being set to time. More likely it just snapped off while the minute wheel was being removed. ( or not who knows )
I made the decision the drill out a larger hole and install a bigger plug to be able to turn both the pivot to fit the 1.00 mm hole the plate and also the tapered pivot for the minute wheel. the larger arbor diameter would provide a stronger mount for the plug I was going to insert and that should provide a stronger component overall when put to use. It was a good plan but if it didn't work there was not a plan "B" available. Never the less, I knew it would be the best approach so thats what I did.


This is where having more then one lathe is nice. The coupled system needed to support the wheel for drilling and turning did not allow very much room for inspection with a micrometer let alone fitting to the actual movement without removing it from the lathe. I don't remember a repivot job that I did not have to formulate a new plan at some point while I was doing it. There has to be some that were easy and went from start to finish without a hitch. But, I don't remember any. I think the approach is to not get too hurried and if something comes up that is causing a problem then just relax and think it out. I have a bunch of other stuff to do so I just go do that and come back when I have a plan.
I cut the tapered steel plug to drive into the freshly drilled hole in the arbor using another lathe. Most drilled holes are slightly larger at the top of the hole, While all of us produce different grades of work many agree that there is a taper, at least at the top of the hole when you drill. Having a very slight taper of the plug helps assure that the piece will fit in most of the way on it's own and then can be lightly hammered home for a solid fit. The hammering of the plug emits a fine high Elf note that keeps getting higher in tone as the plug sinks deeper into the hole. Tap too hard and you will split the arbor and then you have either a lost cause and some explaining to do, or, the start of a totally different and educational project ahead.
Judgement alone will tell you when it's a good time to stop tapping the hammer.
No solder, No glue, No LocTite... Just Metal to Metal... "Real Watchmaking"


After that the two shoulders of the pivot were cut close to size leaving a little for finishing. The shoulder that fits the plate was a smooth cylinder of .98mm and the one the minute wheel presses on to was tapered from .69 mm at the base to .67 mm at the tip.


The minute wheel pressed nicely onto it's new pivot and is ready to work 24/7/365/Forever.
Now it's time to make the rest of the parts look nice !